SyncMES® OEEis industry independent tool for measuring manufacturing productivity, follow-up and continuous improvement.
SyncMES® OEE produces a visual and dynamic snapshot image that makes production performance visible to everyone in real time. The situation picture can be used to identify the most significant factors that have affected production efficiency, and this information can be used as a basis for decision-making. Production efficiency is measured and reported by calculating key figures in accordance with the Overall Equipment Effectiveness principle. OEE reports can be an integral part of a suite of daily production management tools.
OEE calculation is a method of measuring the efficiency of production machines and a key figure as such. It is calculated by multiplying availability, performance (speed) and quality together to give a figure for overall efficiency. At its simplest, the SyncMES® OEE ratio compares the ratio of theoretical production to actual good quality production produced in the same time (Figure 1).
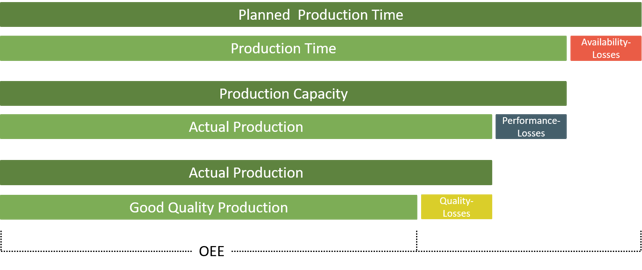
Figure1. OEE figure represents good quality production output compared to theoretical production output.
Dividing the OEE number into three measurable components, availability, performance, and quality, helps identify areas for improvement. A closer look at availability losses, performance losses, and quality losses into further subdivisions allows for drilling into the factors that limit production. The OEE figure can be used to measure the efficiency of any single production machine, production line or even the entire factory level.
SyncMES® OEE reporting divides OEE losses, i.e., availability, performance, and quality losses, into six different categories (commonly known as “Six Major Losses”) (Figure 2).
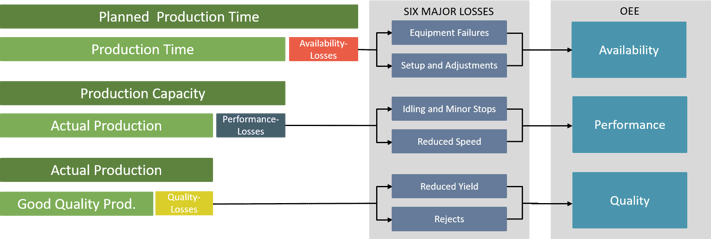
Figure 2. Dividing SyncMES® OEE losses into six different categories
Availability losses are divided into two categories: equipment failures and waiting time. Equipment failures are all events that cause production to stop due to technical problems. The setup time is calculated as time wastes, such as stops due to changing setups or waiting for a raw material. SyncMES® OEE enables the recording of events so accurately that in the event of a machine failure, the cause of the fault can be separately allocated to waiting for the repairer and to correct the problem itself. Typically, the operator can enter or make recordings of equipment failures and technical problems at the workstation.
Speed losses are divided into short stops and reduced production speed. Short stops typically include stops of less than five minutes that do not require separate service personnel to repair. In addition to separately recorded events related to the decrease in production rate, the decrease in performance due to the difference between the theoretical and actual production rate is calculated for the reduced production rate. The theoretical production speed is set according to the maximum dimensioning of the production equipment and so high that it can never be achieved in practice (more than 100% performance gives an erroneous picture of production efficiency and OEE). SyncMES® OEE can be connected to automation system or machine control logic, so that machine running data, speed and stops can be read automatically.
Quality losses can be divided into two main categories: rejects, which have no use, and recyclable and poor quality, which can be recovered as either second grade or repaired products. Only directly correctly produced product is counted as an approved product. In some cases, the quality information can be read from the machine automation, but the quality information can also be entered manually.
SyncMES includes powerful reporting tools. Creating reports is effortless and the user can create reports to suit each need.


